
Optimierung von Schraubverbindungen größer M24 durch gezielte Umsetzung der VDI 2230
Konstruktiv werden die Schrauben an Rollendrehverbindungen heute oft mit hydraulischen Dehnzylindern vorgespannt. Hierbei wird zwar ein günstiger Anzieh-Faktor αA erreicht, das Niveau der erreichten Vorspannkraft liegt aber oft nur bei ca. 70% der Streckgrenze. Da es beim hydraulischen Dehnen weder eine direkt gemessene Steuergröße, noch eine direkt gemessene unabhängige Kontrollgröße gibt, ist dieses Verfahren weder prozesssicher noch direkt dokumentierbar.
In der VDI-2230 werden jedoch Schraubverfahren wie das drehmomentdrehwinkel- bzw. das streckgrenzgesteuerte Anziehen aufgezeigt. Beide Verfahren sind jetzt auch für Schraubverbindungen größer M 24 mit handelsüblichen hydraulischen Drehmomentschraubern prozesssicher bei zeitgleicher Protokollierung einsetzbar.
Damit können beispielsweise Schraubverbindungen an Rollendrehverbindungen optimiert werden. Denn bei den dort eingesetzten Standard-HV-Schraubverbindungen kann durch beide Montageverfahren die Vorspannkraft deutlich erhöht und die Vorspannkraftstreuung eindeutig reduziert werden. Schraubverbindungen können bei höherer Auslastung der Streckgrenze somit von vornherein kleiner und das Bauteil an sich schlanker gestaltet werden.

Eine Lösung, um Schraubverbindungen bei Windenergieanlagen möglichst wartungsfrei zu erzeugen, ist der Einsatz des Steckgrenzen gesteuerten Verschraubens einschließlich einer lückenlosen Protokollierung als Nachweissicherung mit Hilfe von hydraulischen HYTORC Standard-Drehmomentschraubern ab 150 Nm bis 85.000 Nm und einer sog. SMART-PUMP als baustellenrobuste mobile Einheit.
Beim Streckgrenzen gesteuerten Anziehen dient der Fließbeginn der Schraube als Steuergröße für die Montagevorspannkraft.
Unabhängig von der Auflagen-(Kopf) Reibung wird so lange kontrolliert angezogen, bis die Dehn-/Streckgrenze der Schraube infolge der Gesamtbeanspruchung (Zug- und Torsionsspannung zusammengesetzt) erreicht ist. Eine Überdimensionierung der Schraubverbindung ist nicht erforderlich, da die Schraubverbindungen bis zur Streckgrenze kontrolliert belastet werden. Es findet dabei eine plastische Verformung der Schraubverbindung von nur ca. 0,1% bis 0,2% ausgehend von der Null-Länge statt.

Ein sicheres, nahezu wartungsfreies Anziehen auch von kurzen Schrauben auf maximale Vorspannkräfte ist gewährleistet. Allerdings müssen die zu verspannenden Teile eine höhere Steifigkeit aufweisen als die Schraubverbindungen. Das Streckgrenzen gesteuerte Anziehen ist heute Stand der Technik. Es gewährleistet die größtmögliche Montagevorspannkraft, eine geringe Vorspannkraftstreuung und eine verbesserte Dauerhaltbarkeit der Schraubverbindungen.
 Entwickelt als Antriebseinheit für hydraulische Drehmomentschrauber bis 85.000 Nm, protokolliert die Pumpe mittels einer integrierten µControllersteuerung jeden einzelnen Schraubverlauf ohne PC-Einsatz vor Ort.
Entwickelt als Antriebseinheit für hydraulische Drehmomentschrauber bis 85.000 Nm, protokolliert die Pumpe mittels einer integrierten µControllersteuerung jeden einzelnen Schraubverlauf ohne PC-Einsatz vor Ort.
Das Procedere ist so einfach wie sicher: Der Qualitätssicherungsbeauftragte klärt im Vorfeld die Anzugsparameter, erstellt das entsprechende Schraubprogramm, gibt die Dokumentationsparameter vor und speichert diese auf eine wieder auslesbare Multi-Media Card (MMC). Diese MMC steuert die SmartPump vollfunktional, so dass der Monteur nach Bedienerführung das entsprechende Schraubprogramm mit der Fernbedienung automatisch abarbeitet. Alle Daten werden während des Verschraubens automatisch auf der MMC abgespeichert und können später vom Qualitätssicherungbeauftragten wieder ausgelesen werden. Diese Dokumentation erlaubt eine lückenlose Rückverfolgbarkeit und die Nachweise sind bei Bedarf jederzeit verfügbar. So wird gewährleistet, dass konstruktive Anforderungen zur Funktion und Präzision überregional jederzeit eingehalten werden.
Neben dem Streckgrenzen gesteuerten Anziehen können mit HYTORC hydraulischen Standard-Drehmomentschraubern und der SmartPump, Schraubverbindungen prozesssicher bei zeitgleicher Protokollierung angezogen werden nach Drehmoment-; Drehmo-
Mit der SmartPump, der ersten mobilen Hydraulikpumpe zur Steu-ment gesteuert und Drehwinkel überwacht-; Drehmoment-Dreh-erung und Dokumentation aller modernen Verschraubungsverfah-winkel-; Vorspannkraft gesteuert bei Einsatz der Abstützscheibe ren, bietet HYTORC eine praktische und zugleich sichere Lösung. DISC.
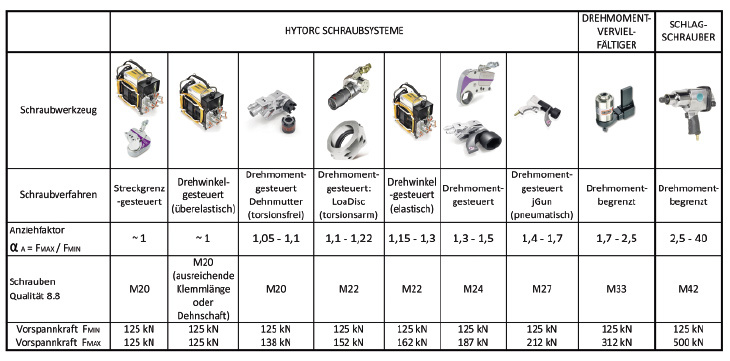
Anziehfaktoren α - Übersichtstabelle
Schraubverbindungen nahezu wartungsfrei mit Hilfe unterschiedlicher Verschraubungsmethoden
Je höher Schraubverbindungen kontrolliert und gleichmäßig bis zu ihrer zulässigen Dehngrenze ausgelastet werden,
- desto mehr Restklemmkraft bleibt dauerhaft in jeder einzelnen Verbindung. Das bedeutet, die Funktion der Schraubverbindung bleibt über die Lebensdauer gewährleistet
- desto weniger Belastungsamplituden wirken auf die Schraubverbindung. Das bedeutet, es kommt von vorn herein zu weniger Beschädigungen von Schraubverbindungen
- desto wartungsfreier werden Schraubverbindungen
Mit dem Streckgrenzen gesteuerten Montageverfahren sind wartungsfreie Schraubverbindungen jetzt auch für größere Schraubverbindungen technisch machbar und praxistauglich bei einfacher Bedienung umsetzbar. Es wird die maximale Schraubenklemmkraft erzeugt, ohne dass die Funktion der Schraubverbindung negativ beeinträchtigt wird. Im Gegenteil, sie wird langlebiger.
Dank dem Streckgrenzen gesteuerten Verfahren müssen Schraubverbindungen nicht mehr überdimensioniert ausgelegt werden, die Dauerhaltbarkeit der Schraubverbindung wird deutlich verbessert. Auch kurze Schrauben können auf maximale Vorspannkräfte bei gleichzeitiger Dokumentation prozesssicher angezogen werden.
Der Windkraft steht somit ein prozesssicheres Montageverfahren zur Verfügung, um nahezu wartungsfreie Schraubverbindungen schnell, einfach und baustellen-tauglich zu erzeugen.
- Quelle:
- HYTORC
- Autor:
- Patrick Junkers
- Email:
- info@hytorc.de
- Link:
- www.hytorc.de/...
News
-
 17.09.2024
17.09.2024HYTORC Schraubtechnik auf der WindEnergy und InnoTrans live erleben!
Sichere Schraubverbindungen sind in vielen Bereichen unerlässlich – ob an Windenergieanlagen, in Zügen oder in wichtigen Infrastrukturbauten wie Brücken. Wir laden Sie persönlich ein, uns nächste Woche auf der Messe WindEnergy in Hamburg und der Messe InnoTrans in Berlin zu besuchen. [Mehr]
-
 16.04.2024
16.04.2024Neues von HYTORC: LiON GUN X
Lesen Sie hier einen Auszug aus dem Newsletter [Mehr]
-
 01.02.2024
01.02.2024Hytorc und das 21.Windmesse Symposium - noch eine starke Partnerschaft!
Wir freuen uns, Hytorc auch in diesem Jahr wieder als Sponsor zum nun 21. Windmesse Symposium am 23.04.2024 in Hamburg begrüßen zu dürfen. Geschäftsführer Patrick Junkers wird dabei den Vortrag halten: Optimierung der Montage von großen Turm-Schraubverbindungen bis M72 [Mehr]


